超硬材加工技術Cemented carbide machining technology 鏡面処理 寸法加工精度
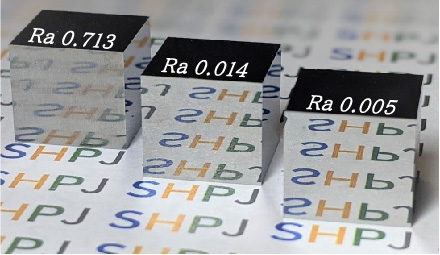
鏡面処理Mirror Treatment Process
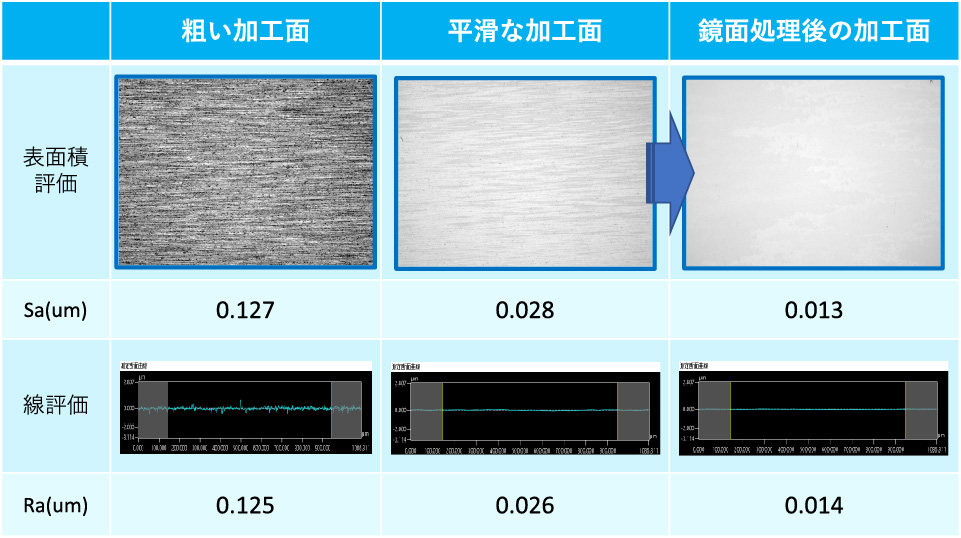
超硬材の研削加工表面に鏡面処理を施すことで、
面粗度(Ra)0.010μm以下の平滑な加工表面を実現できます。
期待効果
- 加工材料との摩擦抵抗を低減させる効果が期待できます。
(例:機材部品の長寿命化、機材部品への加工材料付着の低減) - 鏡面加工を施し、加工表面間の接触面積を増加させることにより密着性向上の効果が期待できます。
(例:金属パックのシール性向上) - 工具刃先への摩擦抵抗を低減させることにより、工具の長寿命化が期待できます。
測定条件
- 表面粗さ評価装置:白色干渉計付きレーザー顕微鏡
- 加工材料:超硬材(KD-20)
平面研削盤(SG)加工表面と鏡面処理後の加工表面
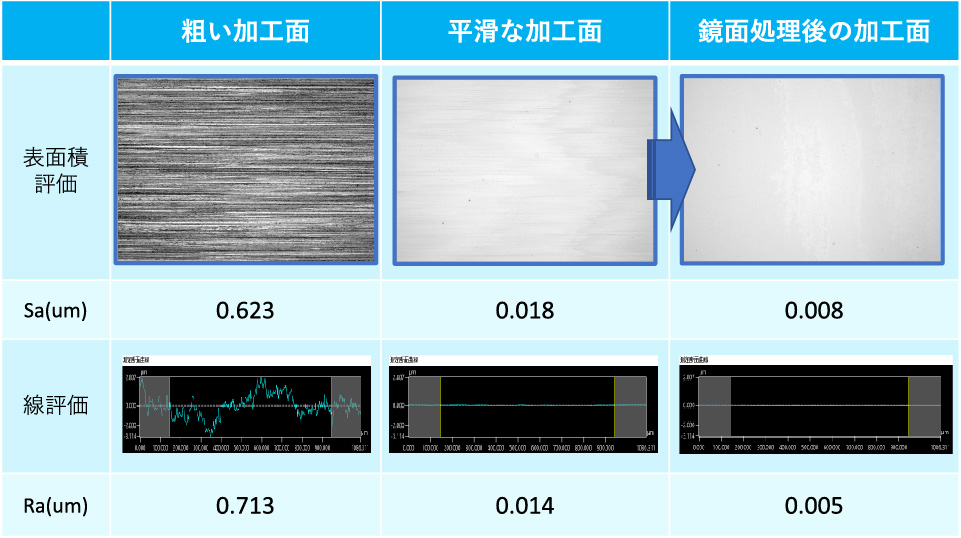
倣い研削盤(PG)加工表面と鏡面処理後の加工表面
鏡面加工事例
再研磨もお任せください!
当社では超硬合金の加工を得意としており、その技術を活かした各種精密加工部品の再研磨も行っております。お気軽にご相談ください。
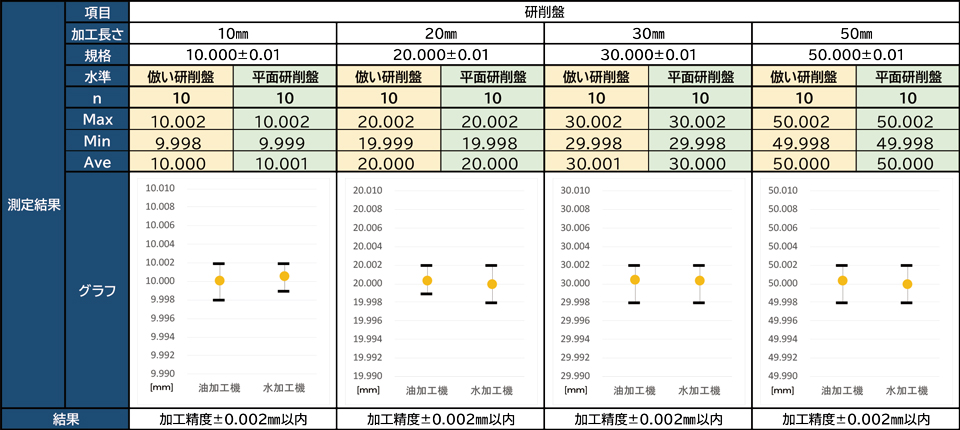
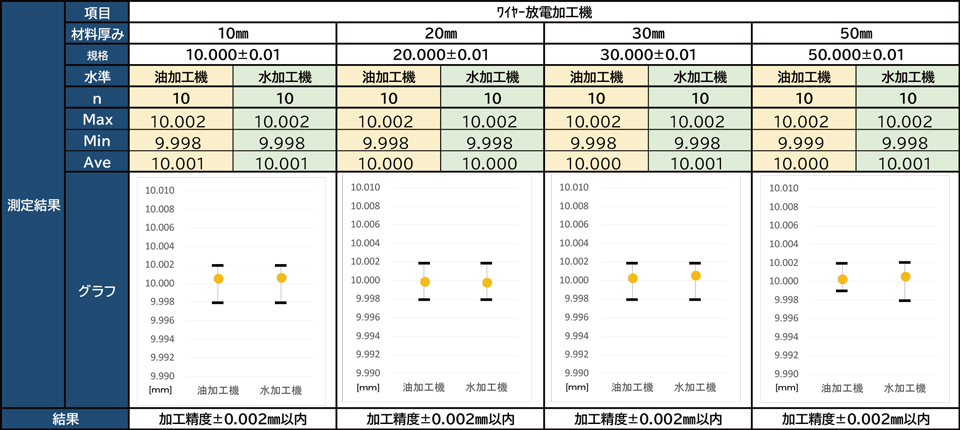
寸法加工精度Dimension processing accuracy
超硬材の寸法加工精度は、+/-2.0umの精度で加工することができます。
(1)ワイヤ放電加工精度
加工材料厚み:10mm, 20mm, 30mm, 50mmの寸法加工精度データ
(2)倣い研削加工(PG)と平面研削加工(SG)精度
加工材料長さ:10mm, 20mm, 30mm, 50mmの寸法加工精度データ